Технологии
Физико-химические процессы протекающие во время электролиза
30 марта 2014


Растворение металла анода, образующего хлопья гидрооксидов железа, или алюминия, зависит
- от силы тока и времени его прохождения,
- а так же от свойств очищаемой водной среды.
Более всего на активность растворения алюминиевого анода влияет концентрация ионов хлора, легко проникающих через пленку оксида алюминия и замедляющих процесс ее образования. Поэтому, при повышении концентрации сульфат-ионов в сравнении с хлоридами, активизирующее действие последних подавляется.
В то время, как анодный электрод растворяется, обогащая очищаемые стоки ионами алюминия, или железа, на катоде идут процессы восстановления металлов, органических соединений и пассивирующих пленок оксидов металла. Кроме того, в зависимости от состава среды, на электродах могут адсорбироваться неорганические и органические вещества, сдвигающие скорость реакции в ту, или другую сторону, а так же может происходить выделение газов, выносящих коагулирующие частицы на поверхность водной среды.

При повышении температуры образование осадка на электродах замедляется, увеличивается скорость растворения пассивирующей оксидной пленки, мешающей процессу растворения алюминиевых анодов. При этом она становится более рыхлой и легко удаляется. Повышение температуры среды способствуют так же разрушающему воздействию на оксидную пленку ионов хлора, так как они более активно собираются на ее поверхности.
Если рассматривать электрокоагуляцию с точки зрения расхода коагулирующих веществ, то один грамм растворенного анодного алюминия по эффективности равен примерно 12 граммам сульфата алюминия, а один грамм анодного железа соответствует примерно пяти граммам хлорида или сульфата железа.
- ОСНОВНЫЕ СХЕМЫ ФЛОТАЦИИ И ИХ ПРИМЕНЕНИЕ
- ПРОЦЕСС ФЛОТАЦИИ СТОЧНЫХ ВОД: ИСТОРИЯ ВОПРОСА И СОВРЕМЕННЫЕ ВИДЫ
- ФЛОТАЦИЯ С ИСПОЛЬЗОВАНИЕМ МЕХАНИЧЕСКОЙ АЭРАЦИИ
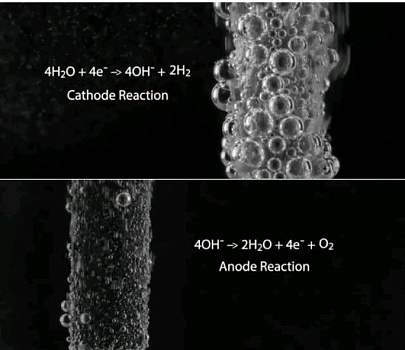
При электролизе очищаемых стоков на электродах, в результате протекания соответствующих окислительно-восстановительных реакций, идет восстановление и выделение газообразных
- водорода,
- кислорода,
- азота
- и хлора.
Эффективность флотации, как и коагуляции, возрастает с увеличением температуры водной среды. Особенно эффективна электрофлотация при обезжиривании очищаемой сточной воды. Как и при электрокоагуляции эффективность процесса электрофлотации находится в прямой зависимости от плотности тока. Но до определенного предела, так как в результате интенсивного газообразования в обрабатываемой жидкости образуются зоны турбулентности, ухудшающие закрепление частиц и их всплытие.
Степень очистки может достигать 90% при условии подбора оптимальных параметров электрофлотационного процесса. Поэтому для стоков в высоким содержанием жиров, особенно часто встречающихся в масложировых производствах, электрофлотация наиболее эффективна.
Электрофлотация
Флотационные процессы проходят при более высоких напряжениях, чем коагуляционные. Поэтому для экономии расходного анодного материала применяется комбинированный метод, включающий протекание в одной установке процессов электрокоагуляции и электрофлотации. Эффект очистки по взвешенным веществам в таких установках достигает 95%, а по жирам доходит до 97%, благодаря эффективному извлечению частиц коллоидных растворов.
Для получения более полной информации, надо обратиться к нашим специалистам по телефону
+7 (495) 268-0242, или почте info@nomitech.ru, они окажут помощь в подборе необходимого оборудования, которое будет соответствовать вашим требованиям как в части технических характеристик, так и в ценовом плане.
читайте также:
вернуться назад
- Товарный вид и особенности применения коагулирующих реагентов на основе солей соляной кислоты
- Сравнение шарового крана и запорного клапана
- Запорная арматура в индивидуальных тепловых пунктах
- Трёхэксцентриковый затвор: преимущества и особенности
- Трубы PVC-U — подробная информация. Об истории материала. Часть 2